Farewell to Burrs2019-08-30
It is inevitable to have burrs on the cutting or hole-drilling edge during the milling while milling parts. The size of burr is usually relevant to tool wear condition, feeding and rotary speed, material properties, cutting fluid, etc. The left burrs on the workpiece not only could get operatives scrapped, but also could lead the dimensions exceeding the tolerance. Therefore, CNC manufacturers all regard burrs as a huge enemy against workpiece quality. Previously, APPORO shared a case study on deburring the die casting parts. In that case, burrs formed on account of reamer wearing, and after APPORO promptly renewed the reamers, conducted a full inspection, and removed the burrs, we coped with the quality crisis.
Most burrs on the end/edge of the parts could be removed on the CNC machine through chamfering(*Ref). However, some have to be manually removed as the burrs are where the machine can hardly perform, resulting in the high overall manufacturing cost. If you ever encounter the above situation, take a look at two concrete cases below. See how APPORO make excellent use of decades of experience in CNC manufacturing to overcome all kinds of challenges.
Across Milling Burrs
Basically, milling is about cutting round bar materials into required ID/OD dimensions with high-speed rotary tools. If we are to mill flat surface onto the cylindrical side of round bar materials, the CNC milling machine should be installed with driven tool holders, where face milling cutters are mounted. When it comes to the step of face milling on the side, the round bar stops spinning and aligns the face milling cutter with the part to be machined. Then, the milling cutter starts spinning in right/down or left/right direction to side mill the workpieces, until the depth and width across flats are as required.

We use two cutters to precisely and quickly face mill the rod, but highly possible to cause burrs at the end of the flat surface.
From the poppet stem photo above, the head of this OD 8.0 mm workpiece features 7.0 mm width across flats. In other words, the surface has to be 0.5 mm in-depth on one side. First, APPORO used two cutters with 7.0 mm space in-between to face mill the 8.0 mm OD with symmetry from the end of the workpiece, in the same direction with the axis. The processing was precise and quick, but highly possible to cause burrs at the end of the flat surface, which was also around the edge of finish part of the workpiece. As there were not sufficient tool holders in that CNC lathe machine, it was impossible to remove the burrs on the machine. In that way, APPORO could only manually remove the burrs with a pneumatic deburring tool. However, the inconsistent force exertion led to the uneven chamfers and the disqualification.
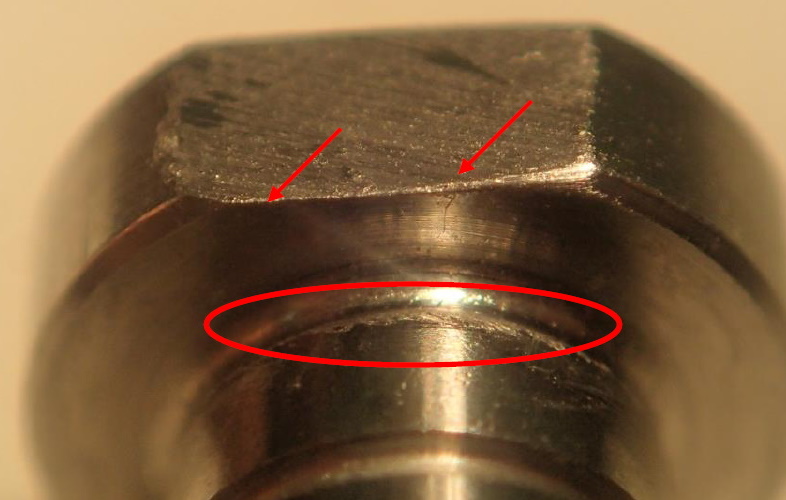
The inconsistent force exertion led to the uneven chamfers marked by red arrows. The undercut marked by red circle is very rough due to the fact that the cutting tool is worn out.
When APPORO reviewed all the milling process, we decided to substitute a better CNC lathe machine with more functions, installing face milling tools in its driven tool holders on the side. So, we can machine the 7.0 mm across flats directly. When the 0.5 mm deep surface is completed on one side, the C axis of the lathe machine rotates by 180 degrees and machines 0.5 mm deep surface with an end mill. In the following, APPORO uses the chamfering tool to remove the burrs from the four edges. After this adjustment, APPORO stays away from the risk of inconsistent force exertion of manual deburring and enhances the production efficiency.
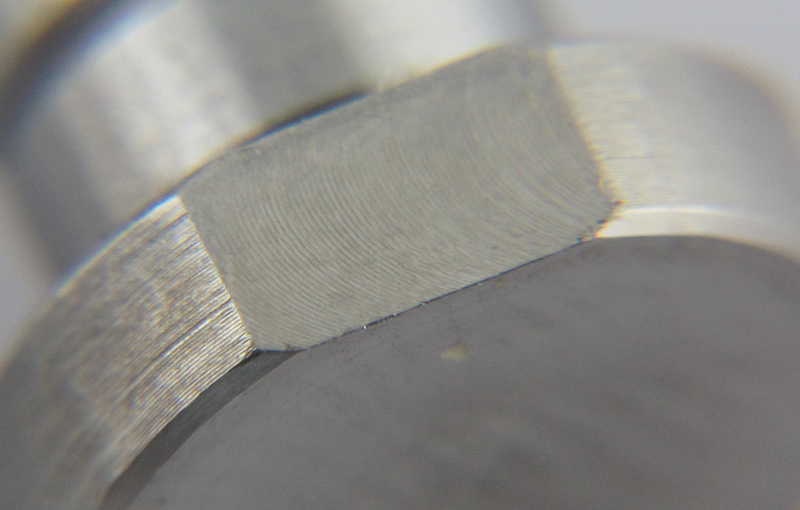
To mill the across flats and remove the burrs directly on a powerful CNC lathe machine.
Burrs from Hole Drilling on Slopes
Generally, after hole drilling, noticeable burrs formed around the edge of the exit surface. If there is still enough space around the hole, chamfering to deburr is still available. However, if the exit surface is not perpendicular to the hole, meaning that the exit surface is a slope or curve, chamfering is not an option to deburr. Here are some alternative plans we can adopt:
1.) Blast
Using the momentum of the high-pressure gas to strike the surface of the workpiece. Available to polish the surface and deburr with evenness and efficiency. However, after blasting the surface could turn slightly matte.
2.) Tumble
The tumble theory applied to have tooling rub against the workpiece with high frequency. Available to polish the surface and deburr with evenness and efficiency. Unavailable for overlong/overweight workpiece or workpiece with external thread.
3.) The universal deburring tool
A unique chamfer tool with its cutter and spring attached. It allows removing the burrs around the edge on both ends at a time. Unavailable for hole under 3mm ID.
Can’t figure out how to deal with the nightmare of burrs? It is time to contact APPORO now. APPORO is going to help you overcome all the problems in manufacturing, based on our experience for decades in this field!
*Ref: Learn more about Chamfering.
{kind=link}