Aluminum Anodize Coating Failure2016-05-09
Aluminum anodizing is to produce oxide layer on the surface of aluminum parts to improve the capability of anti-corrosion. In previous case study, we discussed this topic once. This time, we will be talking about aluminum anodize coating failure. The anodizing failures of an aluminum CNC machining part generally fall into some of the following categories:
1.) exposure to chlorine based solution
Chlorine is very reactive and can cause pitting corrosion by removing the oxide layer. Be careful if Chloride ion is in a sulfuric acid electrolyte exceeding a critical level of 80 ppm chloride. Please also notice that chlorine based solvents are for degreasing which may also cause acid pitting.
2.) exposure to extremely acid or alkaline solution
Solution lower than pH 4 or higher than pH 9 is able to break down the oxide layer and make the underlying aluminum susceptible to corrosion. Generally speaking, completely rinsing the anodized aluminum part is the most satisfactory method of eliminating this problem.
Blind holes v.s. anodizing failure
The anodizing failure rate can be high if there are blind holes in your CNC aluminum parts. When the high acidity anodization solution is not well removed from the blind holes, the liquid will flow out and damage the surface of CNC aluminum parts, resulting in flaking-off and spots on their anodized surface.
Below photo shows an aluminum CNC milled part etched by acid residues. The white, dirty, flaking off oxide powder surrounding the threaded hole gradually gets worse if no further action taken to fix the issue.
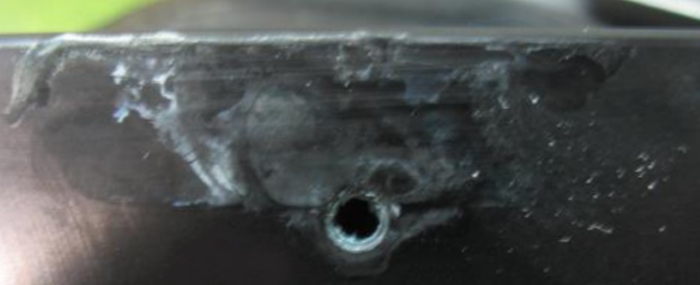
Aluminum anodize failure because of acid
Preventive action against failure of aluminum anodizing
As described above, rinsing and cleaning the blind hole on the CNC aluminum anodized part is the best way to remove acid solution. It is a MUST to take these preventive actions against anodizing failure. Should you have any questions about aluminum anodizing or other RFQ, feel free to send us RFQ for project reviewing.