Stress Marks on the Surface of Plastic Injection Parts2016-05-02
Residual stress is an inherent force resulting from plastic injection molding process. The stress mark occurs when the molten polymer is cooled and shaped. Sometimes, residual stress is purposely formed to obtain desirable characteristics, such as in oriented PET films and bottles. However, in most cases, these stresses could be potential problems to cause field failures.
How does the stress mark occurr to a plastic part?
Problems caused by residual stress in plastic parts generally fall into some of the following categories:
1.) Cracking:
Cracking under normal load conditions can be the strong evidence of internal residual stress. You will observe lots of micro cracks on the product surface.
2.) Distortion:
Distortion occurs when plastic parts with excessive residual stress go through post-processing thermal cycles, such as sterilization, ultrasonic welding or heat sealing. Moreover, products exposed to various ambient temperatures in transportation or warehousing are likely to distort as well. The parts may warp or shrink, leading to unpleasant packaging failures.
3.) Aggravation of optical properties:
Mark caused by residual stress changes refractive index, introducing optical distortion. This can be harmful for the surface appearance of products such as bottles, windows, plastic lenses and monitor screen.
Generally speaking, manufacturing a flawless plastic injection part requires high quality polymer powder, proper temperature, pressure and time control. Below is a photo of precision thin-walled plastic part made of polypropylene. It shows how the residual stress causes mark on plastic part by too much holding time control. In this case, we built a family shared mold, 1-cavity for each part. We intended to do the injection with superior quality for the other item, so we increased injection pressure to up to 80 kgs/ sq.cm, holding pressure till 10 seconds. But, we observed a obvious white stress mark on the surface without warning which may induce field failures.
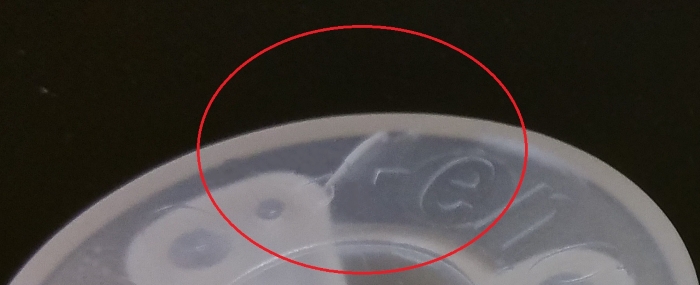
Residual stress causes damage mark to the plastic injection part
How do we avoid stress marks on plastic injection parts similar to the case mentioned above? This part was damaged that it caused cracks or stress marks on its surface. These cracks and marks might arise from different cooling rates, inconsistent temperature or flow rate, material contaminants, mechanical loading, thermal cycling during transport and storage, inadequate or non-uniform annealing, and sharp corners or protrusions designs. During troubleshooting, we dealt with the issues one by one. Finally, we found the best way to avoid the cracks or marks on precision injection plastics parts is to reduce the duration of holding pressure down to 2 to 3 seconds.
Check out our previous plastic injection project on our website! Diagnose the residual stress before it ruins your parts. Feel free to send us your RFQ for project review.